如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.fxidclinux.cn/product/47.html
更新時(shí)間:2026-01-10 11:33:26
帶磁貼個(gè)性五金扳手錘子美工刀螺絲刀工具筆 仿工具造型圓珠筆
海天精工大連工廠開(kāi)放日|第20000臺(tái)立加交付,啟幕智造新征程
榜單 軟件和信息技術(shù)服務(wù)行業(yè)最佳案例
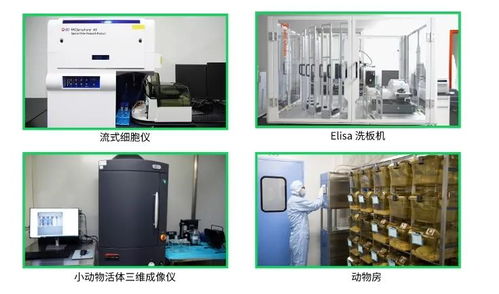
美迪西中藥臨床前研發(fā)技術(shù)服務(wù)平臺(tái)
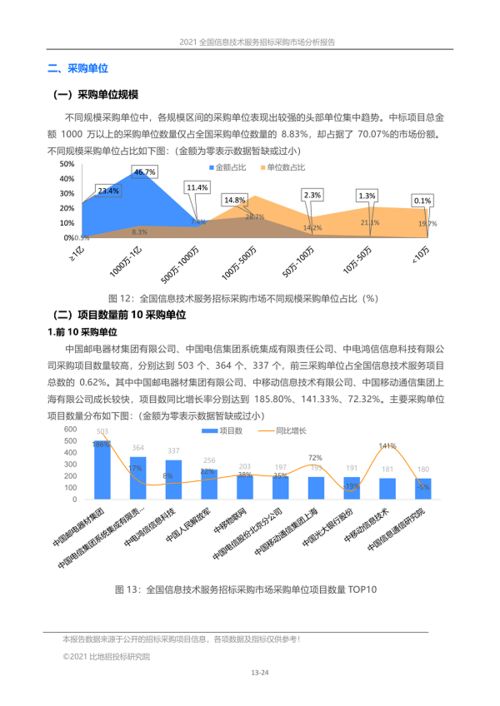
全國(guó)信息技術(shù)服務(wù)招標(biāo)采購(gòu)市場(chǎng)分析報(bào)告 2021
三大技術(shù)助力土壤修復(fù),新型產(chǎn)品賦能綠色發(fā)展
走進(jìn)新國(guó)企探索新實(shí)踐 從科技賦能到創(chuàng)新服務(wù)的綠色發(fā)展路徑
樣機(jī)變產(chǎn)品,上海服務(wù)機(jī)構(gòu)走通 概念驗(yàn)證 科技服務(wù)如何按下快進(jìn)鍵 下
成都航天科創(chuàng)中心獲批高新區(qū)公共技術(shù)平臺(tái)
我省成功舉辦首屆研究生心理健康服務(wù)專業(yè)技能大賽
電話:-
地址:浙江省金華市義烏市福田街道誠(chéng)信一區(qū)47幢6單元301室(自主申報(bào))
Copyright © 2026 www.fxidclinux.cn 技術(shù)服務(wù) 義烏雙鄞網(wǎng)絡(luò)科技有限公司 技術(shù)服務(wù) 版權(quán)所有 Sitemap